Description
Description
Introduction (What it is + Purpose)
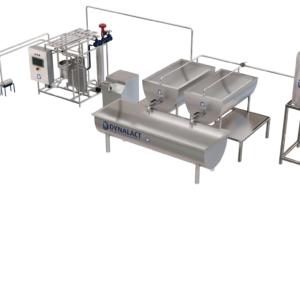
Milk Processing Plant is designed for efficient processing of raw milk into safe and high-quality dairy products such as pasteurized milk, toned milk, standardized milk, and other value-added products. The plant ensures hygienic handling, improved shelf life, and consistent product quality while meeting modern dairy industry standards.
Working / Process (How it works)
The process begins with milk reception and filtration, followed by chilling and storage to maintain freshness. The milk is then passed through pasteurization to eliminate harmful bacteria and ensure safety. Further processes like homogenization and standardization are carried out to achieve uniform texture and desired fat content. The processed milk is then stored or transferred for packaging or further product manufacturing.
Key Features
• Complete end-to-end milk processing solution
• Ensures high hygiene and product safety standards
• Energy-efficient and optimized process flow
• Designed for continuous and smooth operation
• Easy integration with CIP systems for cleaning
• User-friendly control and monitoring system
Technical Highlights
• Constructed with food-grade SS 304 / SS 316 materials
• Equipped with pasteurizers, homogenizers, and storage systems
• Advanced control for temperature and process accuracy
• Modular design for easy installation and expansion
• Designed as per dairy industry and food safety standards
Applications
• Dairy processing plants
• Milk collection and chilling centers
• Dairy cooperatives
• Food and beverage industries
Capacity & Customization
Available in various capacities ranging from small-scale units to large industrial plants, with complete customization based on production requirements and plant layout.